Uporaba 23-bitnega absolutnega vrednosti Hxdwh servo motorja LDD serije, ki se ujema s servo gonilnikom serije Ω m-n1 v preciznem rezkalnem stroju
Uporaba numeričnega krmilnega stroja za graviranje
CNC inženirski in rezkalni stroj je neke vrste CNC obdelovalni stroj. Stroj za natančno graviranje kovin se lahko uporablja za brezkontaktno rezanje in vrtanje kovinskih ali nekovinskih plošč in cevi. Posebej primeren je za lasersko rezanje pločevine iz nerjavečega jekla, železne plošče, silicijevega čipa, keramičnega čipa, titanove zlitine, epoksida, jekla A3, diamanta in drugih materialov. Je natančna obdelovalna oprema z večosno interpolacijo s CNC sistemom. Oprema ima prednosti stabilnega in zanesljivega delovanja, dobre kakovosti obdelave, visoke učinkovitosti, enostavnega upravljanja in priročnega vzdrževanja. Z rezkanjem, vrtanjem, brušenjem in drugimi načini se pogosto uporablja na področju 3C, natančnih abrazivov, medicini in drugih področjih. Z vzponom industrije 5g je njen trg v industriji 3C še posebej velik.
Hxdwh LDD servo motor in Ωm-N1 servo pogon Ωm-N1 Popolno ujemanje
S POVZETEK:
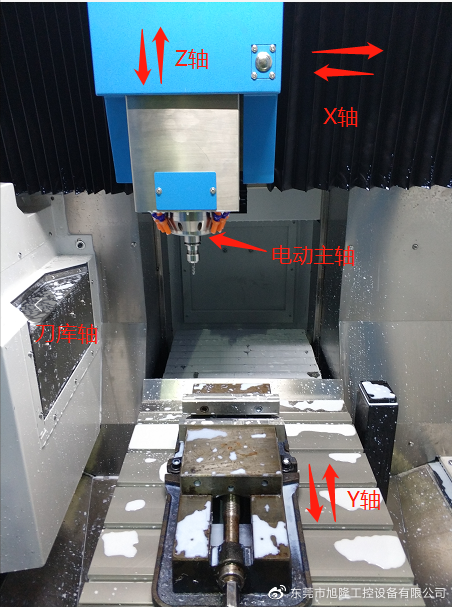
Skupna sestava gravure je prikazana na sliki na levi, vključno z levo in desno premikajočo se osjo X, osjo Y, ki se premika naprej in nazaj, osjo Z, ki se premika navzgor in navzdol, hitro vrtljivo vreteno in osjo orodja (os t ) za samodejno menjavo orodja. Osi X, y, Z in t krmili servo, glavne osi pa frekvenčni pretvornik. Obdelovalni deli so pritrjeni na delovno mizo s pomočjo hitrega in stabilnega odziva triaksialnega XYZ, da se zagotovi njegov visoko natančen učinek obdelave, večina delov (ključi mobilnega telefona, steklena pokrovna plošča, kovinski okvir) na mobilni telefon sodeluje pri obdelavi.
Uvod v shemo
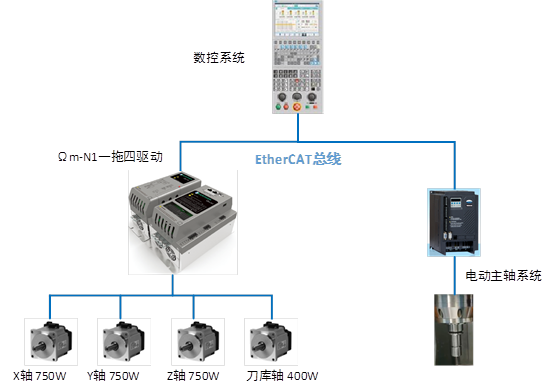
Z uporabo Ωm-n1, ki ustreza 23-bitnemu servo motorju z absolutno vrednostjo AC xdwh LDD, sistem sprejme komunikacijo z vodilom EtherCAT. Sprejema napajalno arhitekturo enosmernega vodila in podpira kaskadno napajanje več pogonskih enot. Lahko se integrira s tremi ali štirimi osmi. Lahko ga prilagodljivo prilagodite tako, da ustreza zahtevam različnih aplikacijskih scenarijev strank.
Električna konfiguracija
Uporaba električne konfiguracije 23-bitnega servo motorja za graviranje Hxdwh

23-bitna absolutna vrednost Hxdwh servo motor 400W 750W 13925507910

Ωm-N1 gonilnik večosnega vodila 13925507910
CNC sistem je prek vodila EtherCAT povezan s sistemom pogona Ω m-n1 one drive four in sistemom električnega vretena. Pod enim pogonom štiri pogone sistem nadzoruje X-os 750W, Y-os 750W, z-os 750W in os osi 400W.
Značilnosti sheme
- Prednost oblike
Ω m-n1 štiriosna integracija, v tej aplikaciji so leva-desna gibljiva os x, hrbtna stran osi y, navzgor-navzdol premikajoča se os Z in orodna os osi za samodejno menjavo orodja. krmiljen s servo, polje z več gonilniki pa zdaj potrebuje le enega večosnega gonilnika vodila. Poleg tega ima en pogon štiri pogone visoko sinhrono zmogljivost, brez zamude pri komunikaciji, kar je varčno in učinkovito.
- Majhna velikost
Ω m-n1 je majhne velikosti, kar prihrani prostor za mesto nanosa z ozkim mestom. Obstajajo trije različni načini namestitve, enostavni za namestitev in enostavni za uporabo.
- Močna zmogljivost
Z zmogljivostjo vodila EtherCAT v realnem času ter odzivnostjo in stabilnostjo Ω m in motorjem Huada LDD je zagotovljena natančnost obdelave celotnega sistema. Poleg tega gonilnik vodila Ω m-n1 sprejme tokovno zanko strojne opreme, odličen odziv tokovne zanke pa je zagotovilo odzivnosti.
- Algoritem prilagodljivega filtriranja
Osi X, y in Z opreme poganjajo vijačne palice. Motnje resonančnih točk v sistemu bodo močno vplivale na natančnost obdelave in gladkost površine. Algoritem prilagodljivega filtriranja Ω m-n1 lahko samodejno prepozna resonančne točke v sistemu in učinkovito zatre resonančne točke, kar zagotavlja najugodnejše jamstvo za natančnost obdelave sistema.
Težave pri projektu
Za industrijo gravirnih strojev je vzorec kvadranta glavobol pri obdelavi kovin. Glavni razlog je v tem, da odziv interpolacijske gredi med obdelavo ujemanja vedno nekoliko zaostaja na točki vzvratne vožnje.
Učinek aplikacije
- Funkcija zatiranja izbokline kvadranta gonilnika Ω m-n1 lahko učinkovito reši problem valovanja kvadranta.
- Poleg tega je Ω m-n1 optimiziran tudi za reševanje problema z vzorcem orodja. S pomočjo funkcije opazovanja navora je valovitost navora v procesu obdelave zagotovljena znotraj 1%.
- Posebna prilagojena funkcija trčenja vretena je razvita za občasno spremljanje spremembe navora in se ob trku takoj ustavi, tako da je mogoče rešiti težavo zaradi trka zaradi nepravilnega delovanja v procesu obdelave polja.

Uporaba servo motorja Hxdwh v natančnem rezkalnem stroju 13925507910

Za več informacij optično preberite kodo 。13925507910
Čas objave: avgust 10-2020