Umsókn um Hxdwh 23 bita alger gildi AC servó mótor LDD röð sem passar við Ω m-n1 röð servó bílstjóri í nákvæmni útskorið vél
Umsókn um tölulegan leturgröftur vél
CNC verkfræði og fræsivél er eins konar CNC vélatæki. Málm nákvæmni leturgröftur vél er hægt að nota fyrir snertilausa klippingu og boranir á málmi eða málmplötum og pípum. Það er sérstaklega hentugur fyrir leysiskurð úr ryðfríu stáli diski, járnplötu, kísilflögu, keramikflís, títanblendi, epoxýi, A3 stáli, demanti og öðrum efnum. Það er nákvæmni vélbúnaður með fjölásar interpolation með CNC kerfi. Búnaðurinn hefur kosti stöðugs og áreiðanlegs rekstrar, góð vinnslu gæði, mikil afköst, einföld aðgerð og þægilegt viðhald. Með mölun, borun, mölun og öðrum leiðum er það mikið notað í 3C, nákvæmni slípiefni, læknisfræðilegum og öðrum sviðum. Með hækkun 5g iðnaðarins er markaður hans í 3C iðnaði sérstaklega gríðarlegur.
Hxdwh LDD servómótor & Ωm-N1 Servo drif Ωm-N1 Fullkomin samsvörun
S ummary:
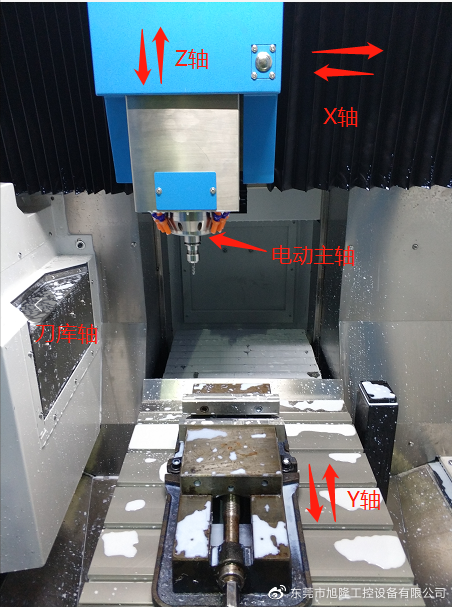
Algeng samsetning leturgröftavélarinnar er sýnd á myndinni til vinstri, þ.mt vinstri og hægri hreyfanlegur X ás, Y ás hreyfist fram og til baka, Z ás hreyfist upp og niður, háhraða snúnings snælda og tól tímarit ás (t ás ) fyrir sjálfvirka verkfæraskipti. X-, y-, Z- og t-ásum er stjórnað af servó og aðalásunum er stjórnað af tíðnibreytum. Vinnsluhlutarnir eru fastir á vinnuborðinu með innréttingunni, með hjálp hraðvirkrar og stöðugrar svörunar XYZ þríþætta, til að tryggja há nákvæmni vinnsluáhrif hennar, flestir hlutar (farsímalyklar, glerhlífaplötur, málmgrind) á farsími hafa þátttöku sína í vinnslu.
Kynning á áætlun
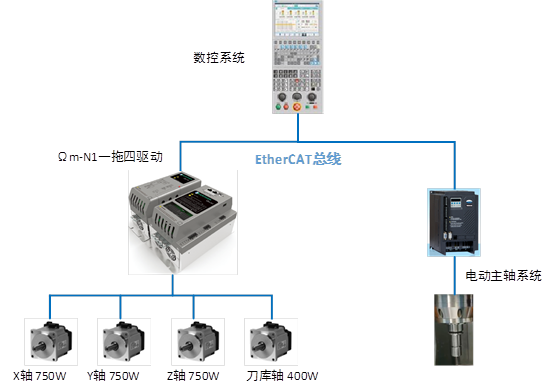
Með því að nota Ωm-n1 röð xdwh LDD röð 23 bita algjört gildi AC servómótor, samþykkir kerfið EtherCAT strætó samskipti. Það samþykkir DC strætó afl arkitektúr og styður Cascade aflgjafa margra drif eininga. Það er hægt að samþætta það með þremur ásum eða fjórum ásum. Það er hægt að aðlaga það sveigjanlega til að uppfylla kröfur mismunandi aðstæðna fyrir viðskiptavini.
Rafstillingar
Umsókn rafstillingar Hxdwh 23 bita Servo mótor leturgröftur vél

23 bita alger gildi Hxdwh servómótor 400W 750W 13925507910

Ωm-N1 fjölásar strætóbílstjóri 13925507910
CNC kerfið er tengt við Ω m-n1 einn drif fjögurra drif og rafmagns snældukerfi í gegnum EtherCAT strætó. Undir einu drifi fjögurra drifstýringar stýrir kerfið X-ás 750W, Y-ás 750W, z-ás 750W og magasás 400W.
Aðgerðir kerfisins
- Form forskot
Ω m-n1 fjögurra ása samþætting, í þessu forriti, vinstri-hægri hreyfanlegur x-ás, bak-til-bak y-ás, upp-niður hreyfing Z-ás og tækjatímarásinn fyrir sjálfvirka verkfæraskipti eru allir stjórnað af servó, og völlurinn sem notar marga ökumenn þarf nú aðeins einn fjölásar strætóbílstjóra. Ennfremur hefur einn drif fjögur drif mikla samstillta afköst, engin tafir á samskiptum, sem eru hagkvæm og skilvirk.
- Lítil stærð
Ω m-n1 er lítill að stærð, sem sparar pláss fyrir umsóknarstaðinn með þröngum stað. Og það eru þrjár mismunandi uppsetningaraðferðir, auðvelt í uppsetningu og auðvelt í notkun.
- Sterk frammistaða
Með rauntíma frammistöðu EtherCAT strætó og svörun og stöðugleika Ω m og Huada LDD mótors er vinnslanákvæmni alls kerfisins tryggð. Að auki samþykkir Ω m-n1 strætóbílstjóri straumlykkju vélbúnaðar og framúrskarandi svörun við núverandi lykkju er trygging fyrir svörun.
- Aðlögunaraðgerð síunar reiknirit
X, y og Z ásar búnaðarins eru knúnir með skrúfustöng. Truflun ómunpunkta í kerfinu mun hafa mikil áhrif á nákvæmni vinnslu og sléttleika yfirborðs. Reiknirit Ω m-n1 aksturs aðlögunar síunar getur sjálfkrafa borið kennsl á endurómunarpunkta kerfisins og með áhrifum dregið úr ómun stigum og veitt hagstæðustu ábyrgð fyrir vinnslu nákvæmni kerfisins.
Verkefnaerfiðleikar
Fyrir leturgröftavélaiðnaðinn er fjórðungamynstrið höfuðverkur í málmvinnslu. Helsta ástæðan er sú að viðbrögð interpolation skaftsins hanga alltaf aðeins við öfugan punkt meðan á vinnslu stendur.
Umsóknaráhrif
- Kvadrant bungu kúgun aðgerð Ω m-n1 bílstjóri getur á áhrifaríkan hátt leyst vandamálið á gára fjórðungs.
- Að auki er Ω m-n1 einnig bjartsýni til að leysa vandamálið með verkfæramynstri. Með hjálp aðdráttaraflsaðgerðar er togi gára í vinnsluferlinu tryggt að vera innan 1%.
- Sérstök sérsniðin snældaaðgerðaraðgerð er þróuð til að fylgjast með togbreytingum af og til og stöðva strax á árekstrarstundinni svo hægt sé að leysa árekstrarvandamálið af völdum óviðeigandi vinnslu í vinnsluferli á vettvangi.

Notkun Hxdwh ac servómótors í nákvæmni útskurðarvél 13925507910

Skannaðu wechat QR kóða til að fá frekari upplýsingar 。13925507910
Póstur: Aug-10-2020