Hxdwh 23 bitų absoliučios vertės kintamosios srovės servovariklio LDD serijos, atitinkančios Ω m-n1 serijos servo tvarkyklę, taikymas tiksliosios drožybos mašinoje
Skaitmeninio valdymo graviravimo aparato taikymas
CNC inžinerijos ir frezavimo staklės yra tam tikros rūšies CNC staklės. Metalinė tiksliojo graviravimo mašina gali būti naudojama nekontaktiniam metalinių ar nemetalinių plokščių ir vamzdžių pjovimui ir gręžimui. Tai ypač tinka nerūdijančio plieno plokščių, geležies plokščių, silicio drožlių, keramikos drožlių, titano lydinių, epoksidinių, A3 plieno, deimantų ir kitų medžiagų pjovimui lazeriu. Tai tiksliojo apdirbimo įranga, turinti daugiaašį interpoliavimą CNC sistema. Įranga turi stabilaus ir patikimo veikimo, geros apdorojimo kokybės, didelio efektyvumo, paprasto valdymo ir patogios priežiūros privalumus. Frezuojant, gręžiant, šlifuojant ir kitais būdais, jis plačiai naudojamas 3C, tiksliųjų abrazyvų, medicinos ir kitose srityse. Augant 5g pramonei, jos rinka 3C pramonėje yra ypač didžiulė.
Hxdwh LDD servovariklis ir Ωm-N1 servo pavara Ωm-N1 Puikiai tinka
S antrauka:
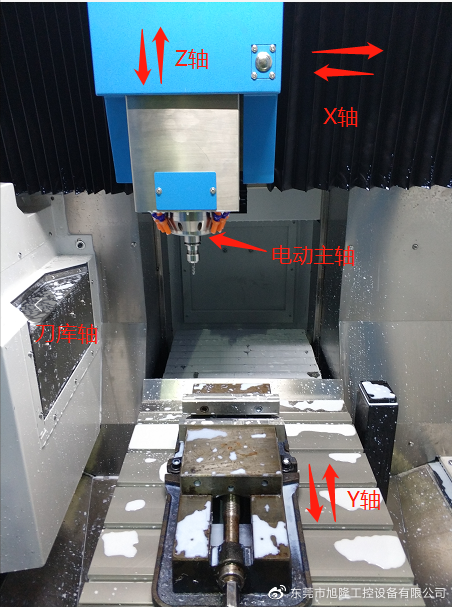
Bendra graviravimo mašinos sudėtis parodyta paveikslėlyje kairėje, įskaitant kairę ir dešinę judančią X ašį, Y ašį judant pirmyn ir atgal, Z ašį judant aukštyn ir žemyn, greitaeigį besisukantį suklį ir įrankio žurnalo ašį (t ašį). ) automatiniam įrankio keitimui. X, y, Z ir t ašis valdo servo, o pagrindines - dažnio keitiklis. Apdorojimo dalys yra pritvirtintos prie darbastalio, naudojant greitą ir stabilų „XYZ triaxial“ atsaką, kad būtų užtikrintas aukšto tikslumo apdorojimo efektas, dauguma dalių (mobiliojo telefono raktai, stiklo dangtelio plokštė, metalinis rėmas) ant mobilusis telefonas dalyvauja tvarkant.
Schemos įvadas
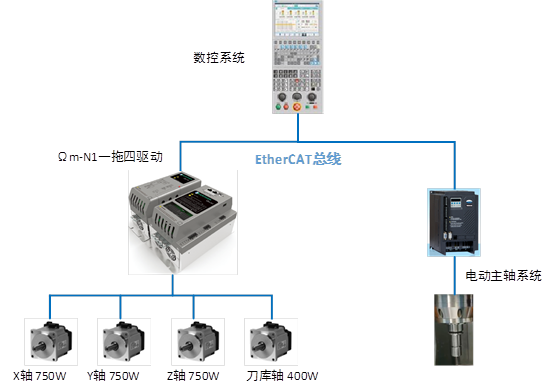
Naudojant Ωm-n1 serijos kelių ašių servopavarą, atitinkančią H xdwh LDD serijos 23 bitų absoliučią AC kintamosios srovės servovariklio galią, sistema priima EtherCAT magistralės ryšį. Jis priima nuolatinės srovės magistralės galios architektūrą ir palaiko kelių pavarų įrenginių kaskadinį maitinimą. Jis gali būti integruotas su trimis ar keturiomis ašimis. Jį galima lanksčiai pritaikyti, kad atitiktų skirtingų klientų scenarijų reikalavimus.
Elektros konfigūracija
Taikomoji elektrinė Hxdwh 23 bitų servovariklio graviravimo mašinos konfigūracija

23 bitų absoliuti vertė Hxdwh servovariklis 400W 750W 13925507910

Ωm-N1 kelių ašių magistralės vairuotojas 13925507910
CNC sistema yra sujungta su Ω m-n1 vienos pavaros keturių pavarų ir elektrine suklio sistema per EtherCAT magistralę. Vienu keturių pavarų sistema valdo X ašį 750 W, Y ašį 750 W, z ašį 750 W ir žurnalo ašį 400 W.
Schemos ypatybės
- Formos pranašumas
Ω m-n1 keturių ašių integracija, šioje programoje yra kairė-dešinė judanti x ašis, atgal aš atgal y ašis, aukštyn žemyn judanti Z ašis ir įrankio žurnalo ašis automatiniam įrankio keitimui. valdomas servo, o laukui, kuriame naudojami keli vairuotojai, dabar reikia tik vieno daugiaašio magistralės vairuotojo. Be to, viena pavara keturi pavarai turi aukštą sinchroninį našumą, nedelso ryšio, kuris yra ekonomiškas ir efektyvus.
- Mažas dydis
Ω m-n1 yra mažo dydžio, todėl sutaupoma vietos taikymo vietai su siaura vieta. Yra trys skirtingi diegimo būdai, kuriuos lengva įdiegti ir naudoti.
- Stiprus pasirodymas
Naudojant „EtherCAT“ magistralės veikimą realiuoju laiku ir Ω m bei „Huada LDD“ variklio reagavimą ir stabilumą, užtikrinamas visos sistemos apdirbimo tikslumas. Be to, Ω m-n1 magistralės tvarkyklė priima aparatūros srovės kilpą, o puikus srovės kilpos atsakas yra reagavimo garantas.
- Adaptyvus filtravimo algoritmas
Įrangos X, y ir Z ašys varomos varžtu. Rezonanso taškų trukdžiai sistemoje labai paveiks apdirbimo tikslumą ir paviršiaus lygumą. Ω m-n1 važiavimo adaptyvus filtravimas algoritmas gali automatiškai nustatyti sistemos rezonanso taškus ir efektyviai slopinti rezonanso taškus, suteikdamas palankiausią garantiją sistemos apdirbimo tikslumui.
Projekto sunkumai
Graviravimo mašinų pramonei kvadrantas yra metalo apdirbimo galvos skausmas. Pagrindinė priežastis yra ta, kad derinimo proceso metu interpoliacijos veleno atsakas atbulinės eigos taške visada šiek tiek atsilieka.
Taikymo efektas
- Ω m-n1 tvarkyklės kvadranto išsipūtimo slopinimo funkcija gali veiksmingai išspręsti kvadranto bangavimo problemą.
- Be to, Ω m-n1 taip pat yra optimizuotas sprendžiant įrankio modelio problemą. Naudojant sukimo momento stebėjimo funkciją, sukimo momento bangavimas apdirbimo procese garantuotai neviršys 1%.
- Sukurta speciali pritaikyta suklio apsaugos nuo susidūrimo funkcija, skirta stebėti momento pokyčius kartkartėmis ir iškart sustoti susidūrimo metu, kad būtų galima išspręsti susidūrimo problemą, atsiradusią dėl netinkamo veikimo lauko apdorojimo procese.

Hxdwh kintamosios srovės servovariklio taikymas tiksliojoje drožimo mašinoje 13925507910

Nuskaitykite „wechat“ QR kodą, jei norite gauti daugiau informacijos 。13925507910
Skelbimo laikas: 2020 m. Rugpjūčio 10 d