The application of LB servo motor and K series servo driver in driller Center
1. Introduction
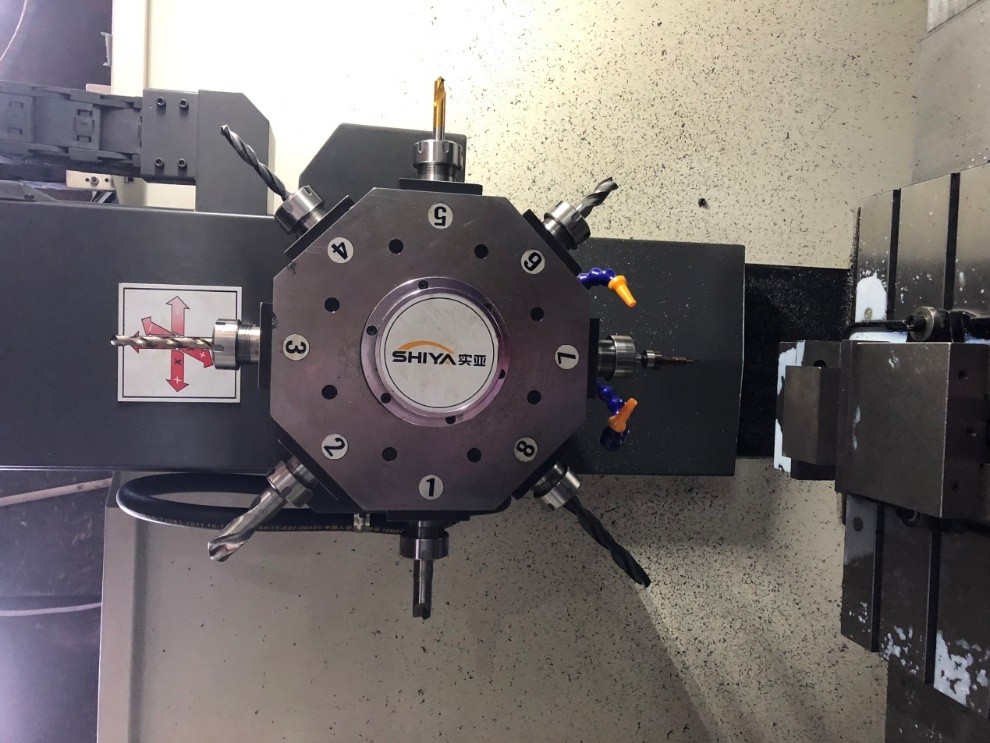
In product processing, the main goal of people is to save process equipment, shorten production cycle, ensure the quality of parts processing and improve production efficiency. The emergence of the driller’s center enabled this goal to be achieved. The driller center is a metal cutting machine and numerical control processing equipment. Its style and function are similar to those of the machining center, which is usually smaller than the machining center. It is mainly used for cutting, drilling and tapping. The processed products are mainly small, porous, tapping, batch and light metal. Generally, turret type tool magazine is used to reduce tool change time. Generally, linear guide rail is used. The fast moving speed is faster than the machining center, and the machining efficiency of the machine tool is obvious. It is mainly used in electronic engineering, medical equipment, automobile industry and other precision manufacturing industries.

3.Main features of driller Center
1、The main features are small and flexible, fast displacement, high spindle speed, fast drilling and tapping, and fast tool change.
2、The general stroke shall not exceed 700 * 400 * 300;
3、Using large pitch screw rod and roller type linear guide rail, the fast moving speed can be up to 48m / min or 60m / min;
4、The common highest speed in the spindle market can reach 12000rpm / 15000rpm / 20000rpm / 24000rpm;
5、Tapping speed up to 4000-6000 rpm;
Tool change time is an important parameter of the driller center. The speed of tool change is directly related to the machining efficiency. Adjacent tool change time of clamping arm type tool magazine: 1.2sec, farthest tool change time: 6-7sec (without skip type tool change), adjacent tool change time of servo type tool magazine: 1.4sec, farthest tool change time: 1.6sec (skip type tool change). So now most of the driller centers in the market use servo type tool magazine.
4.Equipment function commissioning requirements
1、 Function of driller Center
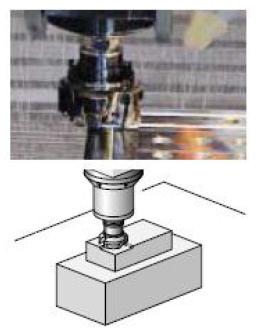
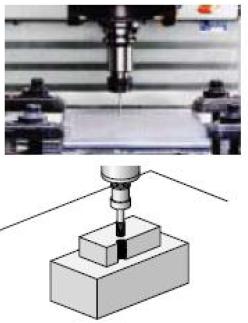
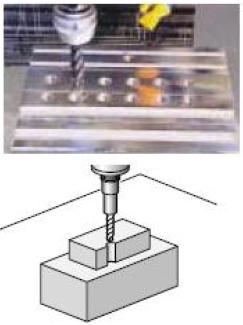
The main function of the driller center is to drill and tap the artifact, and to do some boring and milling processing. Most of the artifact materials processed are soft artifact such as aluminum and copper.
| Milling | Tapping | Drill hole |
 |
 |
 |
2、 Debugging requirements
In the process of drilling and tapping, most of the machine tools will form a non cutting idle operation.To improve the processing efficiency, it is necessary to improve the axis moving speed as much as possible during the idle operation, and ensure the position control accuracy of the axis, which requires the servo to have a faster response and positioning accuracy.
5.System building
Servo configuration: XY axis iKAS202B, Z axis iKAS282B, turret control axis KAS20AB-D
Motor type:130ST-M06030,130ST-M06030,130ST-M10025,80ST-M02430
Motor type
| System terminal | Servo terminal |
| 21MA、M2 Communication line | M2 Interface |
6.Related parameter settings
| Parameter number | Function settings |
| PA001=2 | Use absolute value encoder as absolute value encoder |
| PA509=9900 | Allow positive and negative side drive and communication enable mapping |
| PA606=1、2、3 | Corresponding axis number (if it is three axes, please set them separately) |
| PA100=1000 | Speed loop gain, debug according to specific situation, default is 400 |
| PA102=800 | Position loop gain, debug as appropriate |
| PA202=1 | 1st electronic gear ratio (molecule) |
| PA203=1 | 1st electronic gear ratio (denominator) |
7. Debugging results
1、Fast servo response, precise positioning, simple wiring and stable operation
2、The 3D effect of the processed artifact is good

Post time: Mar-04-2020